Several years back and motivated
by environmental concerns, the European Union, following
the lead of Japan, determined to reduce the amount of Lead in all manufactured products.
The
governing regulatory body of the E.U. set a compliance deadline of July 1,
2006 for manufacturers to transition away from lead content on PC
Boards to “Lead-Free” solder alloys.
What is RoHS? This E.U. mandate is the
RoHS (Restriction on Hazardous Substances) Directive. As cut-off date looms, many manufacturers are rushing to comply with these new regulations. If your company intends to market and export into the E.U. then
you use Lead-Free solders.
How Are Lead-Free Alloys Different From 63Sn/37Pb Solder?While there
are many lead-free solder alloys, the greatest focus
was finding a “drop-in” replacement for the
traditional “eutectic” 63Sn/37Pb or 60Sn/40Pb solder alloys,
both common staples in the electronic industry for over 50 years.
Alas, all candidates had higher
melting points impacting everything from
high-volume production reflow ovens to lower volume
bench-top soldering and desoldering.
Using Lead-free
SolderAlloys requires a higher, final
temperature applied in order to create quality
solder joints. And, this can lead to understandable
frustrations as the next section points out some of
the reactions from struggling engineers and
technicians around the globe.
A
Tighter Soldering Window?
Yes, soldering PCB's requires using solder alloys
with higher liquidus temperatures -- while components become smaller,
more fragile and temperature
sensitive like. And to make it even worse, more substrates are packed with greater density of chips and onto higher and higher copper content substrates loaded with heavy ground planes creating more heat sinking which hinders
solder melt reflow.
Does
Its Make Soldering Difficult?
This “window of opportunity” between how much temperature a PCBA can handle on the “low end” and the amount of temperature
still needed to
solder with
lead-free alloysat the “high end” just got a lot tighter.
Will it make it more difficult?
No and yes. No, it will not be more difficult if you are
just willing to properly and effectively preheat your PCBA before attempting solder reflow.
Yes, it will be much more difficult if you choose not to preheat your PCB.
The
Zephyrtronics AirBath Preheat Makes the RoHS Lead-Free Soldering Challenge a Breeze, Enhancing the High Quality
of Solder Joints.
Six Key Thermal Parameters For Processing PCB's at Reflow
Regarding that "window of reflow opportunity," there are six critical
parameters that impact and limit any reflow temperature profile when it
comes to processing PCB assemblies:
1.) The substrate’s glass transition temperature.
2.) The plateau temperature where flux will activate;
3.) The max temp ramp rate that a chip can handle during heat-up.
4.) The amount of heat or thermal energy needed to bring a PCB
up to where solder reflows between its pads and chip leads.
5.) The maximum temperature and duration at that point that the
die/chip itself can experience without being damaged;
6.) The actual reflow temperature of the solder alloy itself, that is
where the alloy transitions from solid to liquidus.
Six Limiting Soldering Parameters:
1.) The glass transition stage for most FR PC substrates is typically around 160°C to 175°C.
Above these temperatures,
a substrate becomes prone to unwanted warping, measling,
discoloring and delamination. Therefore, the substrate can only be subjected to temperatures above its glass transition
stage for a very limited, that is, short periods of time.
Importantly, the ever-popular “flex
circuits” have even far lower transition
stages and are even more prone to thermal
damage. And BGA and CSP packages also have
low tolerances to high temps.
Preheating the
PCB assembly at 150°C with a
Zephyrtronics AirBath
will be safely below the glass transitions stage of most all
PCB’s where not warping, measling, discoloration or delamination
can ever occur.
And this is a good thing...and why Zephyrtronics pushed the
concept so forcefully in the early 1990's.
2.) Flux activation temps used within most soldering processes have range between 120° to 135°C. It is important that flux activation have its brief “moment” in order to clean away impurities, oxides, dirt, oils, surface films that impede and/or prevent good solder wetting and hence quality solder joints.
Preheating the PCB at
150° with a Zephyrtronics AirBath will activate your
flux and helping prep the pad/lead interface for high
quality solder joining.
3.) Industry
Standard Temp Ramp rate
for PCB assemblies is between 2°C and 4°C. The trend today is toward miniaturization which makes
chips very temperature sensitive. Most all SMD ceramic capacitors and glass diodes can not be heated faster than 2°C to 4°C
as they crack or experience microscopic
“fissuring”.
The Zephyrtronics AirBaths all have
this built-in temperature ramp rate of 2°-4° to prevent thermal
shocking delicate components and chips.
4.) The energy required to heat up a populated/assembled PCB in order to bring it up to a temperature where solder reflow is possible is dependent upon various factors. These factors include: the material of the substrate, the footprint and thickness of the substrate, the component density, the copper content and/or the amount of grounding planes, and finally the number and weight of heat sinking devices on the PCB assembly.
The
“heavier” the board assembly, the more energy is
required to achieve successful solder reflow. Preheating
your PCB with a Zephyrtronics AirBath at 150°C
generously supplies the “extra energy” needed and
“stores thermal energy” right in the board itself
helping overcoming the heat-sinking characteristics
described above.
5.) The maximum
temperature that an SMD die/chip can tolerate during reflow without
damage is never greater than 260°C! Indeed,
there are many chips with even lower thresholds. Generally 260°C
(500°F) is the maximum permitted by semiconductor manufacturers.
The
late Dr. Charles Hutchins -- who founded the prestigious Surface
Mount Technology Association -- wrote that IC's exposed to more
than 260°C for even five seconds can be irreparably damaged.
Because classic tin/lead solders
are liquidus
around 183°C, they still left ample room in the “process
thermal window” for success. Even so, a
PCB assembly that is preheated will achieve
final solder reflow at far lower temps than
without preheat.
Example: The very same solder joint that requires a 370°C (700°F) soldering iron can be made at only 226°C (420°F) if the assembly is briefly preheated for just seconds. That is a delta temp difference of a whopping 144°C (280°F)!
6.) With
lead-free alloy, the actual reflow temps where solid
state becomes liquidus are now higher than with the old traditional 63Sn/37Pb alloy. Whereas the traditional 63Sn/37Pb alloy had its liquidus at 183°C, most all of the leading Lead-Free candidates that are replacing it have significantly higher reflow liquidus temperatures typically between
220°C and 235°C.
What is eyebrow raising to most engineers, electronic technicians and quality personnel is that there is now little room for “play” between the limiting maximum temperature threshold for chips at 260°C and the liquidus ranges of these new Lead-Free alloys.
Video: Four Methods of Preheating Lead-Free Solder PC
Boards
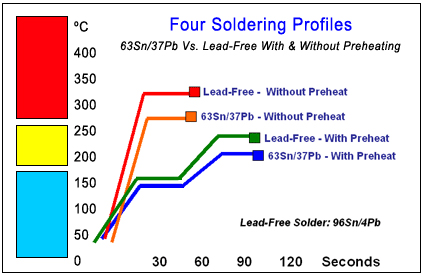
A Case Study with 4 Time/Temperature Profiles With Lead-Free & Traditional Soldering
With & Without Pre-heating as the Variable
Goal:Measure and record differences in thermal profiles when soldering thru-hole devices on a plated-through, FR substrate PCB assembly in four distinct tests.
Test 1: Generate a quality solder joint using 63Sn37Pb (traditional) solder alloy after a brief preheat (soak) of the PCB at 150°C. Measure the minimum temperature required to achieve solder reflow
for a quality solder joint.
Test 2: As with Test #1, generate a quality solder joint using 63Sn37Pb (traditional) solder alloy without the assistance of any preheating of the PCB. Measure the minimum temperature required to achieve solder reflow and to create the solder joint.
FIGURE 1
Test 3:
Generate a quality solder joint using a Lead-Free (96.5Sn/3Ag) solder alloy
(See ZeroLead® Solder Paste) after a brief preheat (soak) of the PCB at 150°C. Measure the minimum temperature required to achieve solder reflow and to create the solder joint.
Test 4: As with Test #3, generate a quality solder joint using a Lead-Free (96.5Sn/3Ag) solder alloy without the assistance of any preheating of the PCB. Measure the minimum temperature required to achieve solder reflow and to create the solder joint.
Result and Observations:
Achieving successful solder reflow with
lead-free solder required higher temperature applications than those of traditional 63Sn/37Pb solder. Indeed, soldering
lead-free without any preheating of the PCB assembly required the application of approximately 100°C more temperature than when preheating was included into the controlled test sample. (See Figure 1).
A Big Surprise Conclusion for Many.
Perhaps, most notable and most encouraging
was that soldering through-hole components
with a plain soldering iron could be done at
lower temperatures with Lead-Free solder
than with traditional leaded-solder IF a
preheating soak at only 150° was made prior
to the attempt to reflow. That’s a headline
in and of it self: You can solder with
Lead-Free solders at lower temperatures, if
you preheat first, than you can with
traditional 63Sn/Pb solders.
Preheat With
Lead-Free Solder Is Essential. So hotter
soldering irons and desoldering tools are
not a solution to transition to lead-free.
Our customer
service group receives calls from
engineers who discover they
can not desolder thru-hole connectors with their
old desoldering tools when using lead-free
alloys…that is until they slide a tried and true
Zephyrtronics AirBath underneath their PCB and then,
it’s a breeze.
Let’s review:
1.) Zephyrtronics AirBaths™ preheat your PCB assembly BELOW the
substrate' glass transition stage so warping, discoloration, measling and delamination cannot occur!
2.) Zephyrtronics AirBaths™ preheat
your PCB so your flux activates before reflow temp application
and so culprits like dirt, oils, oxides and surface films are cleaned away to yield beautiful metal to metal solder joining!
3.) Zephyrtronics AirBaths™ provide the long-established industry-recommended temperature ramping at 2° to 4°C prevent thermal shock, and the best part is that the ramping is built right into your AirBath™!
4.) Zephyrtronics AirBaths™ preheat permits far lower final solder reflow temps and a shorter reflow dwell time, too! Soldering at HUNDREDS OF DEGREES LOWER than what is required if no preheat is there.
5.) A Zephyrtronics AirBath™ is your ally for your higher temp
lead-free alloys. It’s on your side and makes your transition to
lead-free as easy as calling us here at Zephyrtronics today at (909)
865-2595. We have a
Zephyrtronics AirBath with your name on it and its just waiting to go to work for you! Give us a call!
ABOUT THE AUTHOR:
David Jacks was
Director of Engineering at three Fortune 500
corporations along with the two largest
soldering equipment manufacturers on earth for
13 years before launching Zephyrtronics
in 1994 with fellow
engineer, Randy Walston.
David's professional design career
stretches from the early 1970's. His original products have been
spotlighted in feature articles in both Popular Science®
and Popular Mechanics®
magazines and have ranged from
commercial coffee brewers and radio frequency controlled residential
garage door openers to hobby glue guns, professional heat gun paint
strippers and sophisticated industrial soldering equipment.
He has designed
products, tools and appliances marketed by Sears®,
Black & Decker®,
RadioShack®,
Motorola®,
Stanley Tools, Snap-On Tools®,
Rubbermaid®,
CooperTools®,
Weller®,
Hakko®,
Ungar®,
Farmer Brothers®
and Brewmatic®.
Any electronics catalog
of soldering equipment, tools and products today
reflects David's long and enduring influence on the
printed circuit board industry world-wide.
David holds many patents (both utility and design) in North
America, the European Union, Japan and around the world. His
patented inventions have been cited as prior art by
firms from IBM to Mitsubishi. He has authored technical articles for international journals,
and routinely speaks to electronic professional societies.
Now in his old age, David's
keen interests is in encouraging inventors and
designers to "stick with it" and never to surrender
their dreams, and to "make the impossible possible"
through science and technology.